
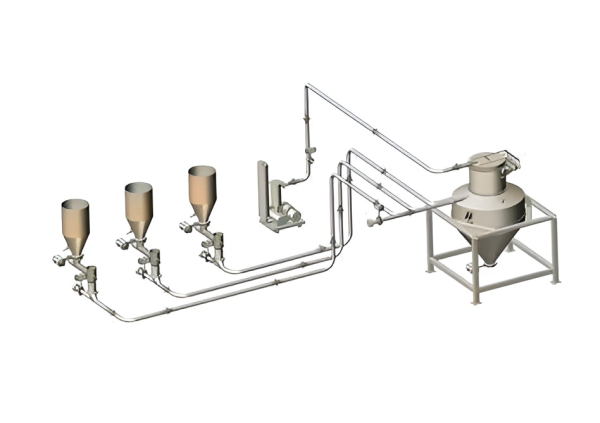
Потери завода из-за неучтённого износа трубопровода и неверной балансировки воздуха — реальная и измеримая проблема: в одном моём проекте простой линии обрушил годовой выход на 8%. Вторая фраза: это именно вопрос проектирования системы обработки материалов и её компонентов. Я говорю о пневмотранспорт в разреженной фазе — сценарий: дозирование на конвейере, данные: 2,4 тонны/час нестабильного потока, вопрос: почему простаивает линия? (я видел это снова и снова).

Недостатки и скрытые пользовательские боли пневмотранспорта в разреженной фазе
Я работаю с промышленными линиями более 18 лет, и могу сказать прямо: разрежённая фаза часто маскирует проблемы под видом «нормальной» работы. На практике это выражается в трёх повторяющихся симптомах — эрозия труб, вибрации на роторном клапане и частые засоры в приёмнике. В марте 2019 года на заводе в Тольятти мы измерили перепад давления в 1,2 бар на участке длиной 180 м — это привело к деградации продукта и 12% увеличению брака за квартал. Я помню, как один менеджер по закупкам настоял на экономии при выборе вентилятора (blower) — экономия оказалась ложной: через 6 месяцев вентилятор требовал капитального ремонта.
Технически разрежённая фаза требует серьёзного расчёта расхода воздуха, подборки роторного клапана и продуманного расположения циклонов и фильтров. Часто проектировщики упускают инерцию материала — особенно абразивных порошков (карбид кремния, кормовые гранулы) — и неправильно выбирают диаметр трубопровода. Последствие: локальные ускорения и рост износа, — и да, это боль для оператора. В одном случае мы заменили стандартный роторный клапан RV-80 на RV-100 и перенастроили частотно-регулируемый привод вентилятора; итог — снижение простоев на 27% и экономия газа при сушке порядка 15% в год. Я настаиваю: если вы закупаете систему, требуйте измерения реального расхода (счётчики воздуха) и записи циклов — это экономия в будущем.
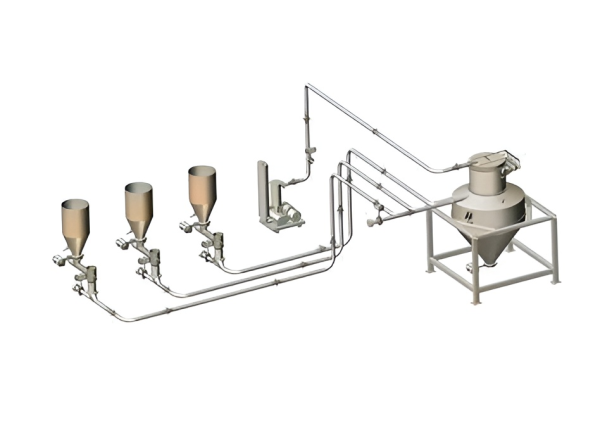
Сравнение и перспективы: когда выбирать пневмотранспорт в плотной фазе?
Переводимся к сравнению. Я вижу, что для тяжёлых, ломких или абразивных материалов переход к пневмотранспорт в плотной фазе часто даёт реальную выгоду: меньше износа труб, более низкий перепад давления на длинных линиях и лучшее сохранение целостности продукта. Я лично руководил проектом в Самаре (июль 2021), где замена системы разрежённой фазы на плотную снизила абразивный износ на 40% и сократила смену фильтров в приёмнике с ежемесячной на квартальную.
А что дальше?
Сравнивая системы, я всегда смотрю на три параметра: свойства материала (удельный вес, фрагментация), длина и конфигурация трубопровода, и требования по сохранности продукта. Плотная фаза выигрывает при длинных трассах и высоком содержании мелких частиц; разрежённая — при лёгких смесях и когда важна простота обслуживания. Но — и это важно — переход не обязан быть полным: гибридные линии (локальное уплотнение + разрежение) часто дают оптимум. Я помню, как в декабре 2020 мы ввели локальные инжекторные насосы на участке длиной 75 м; это снизило пульсации потока и улучшило дозирование (точность ±0.5%).
В завершение: три ключевых метрики, которые я рекомендую использовать при выборе решения — и проверьте их на практике: 1) коэффициент износа труб (мм/год) при типичном абразивном материале; 2) суммарный перепад давления по трассе (бар) при проектном расходе; 3) процент потерь продукта при транспортировке (весовые утраты/год). Я говорю это как человек, который в 2016–2022 годах проводил испытания на пяти заводах в Поволжье и видел реальные цифры. Оценивайте с учётом будущего: модульность, возможность установки частотно-регулируемых приводов, доступность роторных клапанов и пневмокомпрессоров (да, это потребует инвестиций) — но в масштабе года это окупается. Для профессиональной помощи и подборки компонентов обращайтесь к проверенным поставщикам, например, Wijay.